




PLC在機械手步進控制中的應用
http://m.ydsygx.cn凌控導讀:本文以日本OMRON的C系列P型PLC為基礎,介紹PLC在機械手步進控制中應用,并給出了詳細的程序設計過程步進 該程序已在工業機械手中獲得了應用,具有穩定、可靠的性能,可供同類設計參考步進 1 引言 機械手是工業自動控制領域中經常遇到的一種控制對象機械手 機械手可以完成許多工作,如搬物、裝配、切割、噴染等等,應用非常廣泛機械手 應用PLC控制機械手實現各種規定的工序動作,可以簡化控制線路
本文以日本OMRON的C系列P型PLC為基礎,介紹PLC在機械手步進控制中應用,并給出了詳細的程序設計過程機械手 該程序已在工業機械手中獲得了應用,具有穩定、可靠的性能,可供同類設計參考PLC
1 引言
機械手是工業自動控制領域中經常遇到的一種控制對象PLC 機械手可以完成許多工作,如搬物、裝配、切割、噴染等等,應用非常廣泛PLC 應用PLC控制機械手實現各種規定的工序動作,可以簡化控制線路,節省成本,提高勞動生產率。圖1 是機械手搬運物品示意圖。
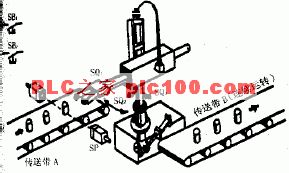
圖1 機械手搬物示意圖
圖中機械手的任務是將傳送帶A上的物品搬運到傳送帶B。為使機械手動作準確,在機械手的極限位置安裝了限位開關SQ1、SQ2、SQ3、SQ4、SQ5,對機械手分別進行抓緊、左轉、右轉、上升、下降動作的限位,并發出動作到位的輸入信號。傳送帶A上裝有光電開關SP,用于檢測傳送帶A上物品是否到位。機械手的起、停由圖中的起動按鈕SB1、停止按鈕SB2控制。
傳送帶A、B由電動機拖動。機械手的上、下、左、右、抓緊、放松等動作由液壓驅動,并分別由六個電磁閥來控制。
2 機械手的動作流程
傳送帶B處于連續運行狀態,故不需要用PLC控制。
機械手及傳送帶C 順序動作的要求是:
1) 按下起動按鈕SB1時,機械手系統工作。首先上升電磁閥通電,手臂上升,至上升限位開關動作;
2) 左轉電磁閥通電,手臂左轉,至左轉限位開關動作;
3) 下降電磁閥通電,手臂下降,至下降限位開關動作;
4) 啟動傳送帶A運行,由光電開關SP檢測傳送帶A上有無物品送來,若檢測到物品,則抓緊電磁閥通電,機械手抓緊,至抓緊限位開關動作;
5) 手臂再次上升,至上升限位開關再次動作;
6) 右轉電磁閥通電,手臂右轉,至右轉限位開關動作;
7) 手臂再次下降,至下降限位開關再次動作;
8) 放松電磁閥通電,機械手松開手爪,經延時2秒后,完成一次搬運任務,然后重復循環以上過程。
9) 按下停止按鈕SB2或斷電時,機械手停止在現行工步上,重新起動時,機械手按停止前的動作繼續工作。
根據對機械手的順序動作要求,可以畫出時序圖如圖2所示。由時序圖可作出圖3所示的機械手動作流程圖。
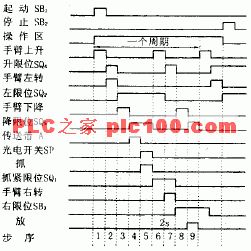
圖2 機械手佛那故作布序圖
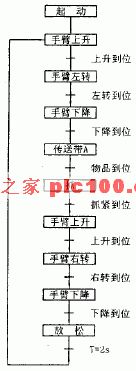
圖3 機械手動作流程圖
3 PLC選型及其I/O點編號分配
3.1 PLC的選型
由于機械手系統的輸入/輸出接點少,要求電氣控制部分體積小,成本低,并能夠用計算機對PLC進行監控和管理,故選用日本OMRON(立石)公司生產的多功能小型C20P主機。該機輸入點為12,輸出點為8。內部主要有:136個輔助繼電器、16個特殊功能繼電器、160個保持繼電器、8個暫存繼電器、48個定時/計數器、64個16位數據存貯器。
3.2 I/O點編號分配
根據圖3所示的機械手動作流程圖,可以確定電氣控制系統的I/O點分配,如表1所示。
表1 機械手控制I/O分配表

根據圖3流程圖和表1的I/O分配表,可以編制出狀態轉移圖如圖4所示。
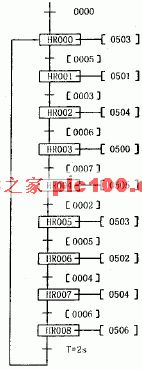
圖4 機械手狀態轉移圖
4 編程及程序運行
4.1 用步進指令編程
根據圖4狀態轉移圖,編制的步進梯形圖程序如圖5所示。
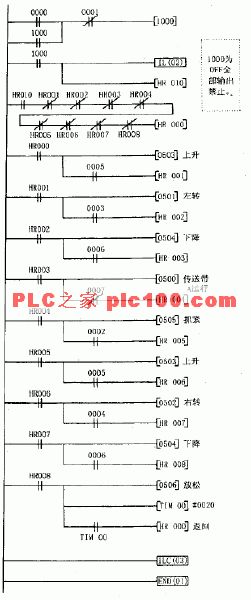
圖5中,“全部輸出禁止”部分的作用是在停止時禁止全部輸出,使機械手停止在現行的工步上;重新起動時又能從停止前的工步繼續動作。
在狀態由HR010轉移至HR000的條件中,增加了保持繼電器的常閉觸點 ,其作用是:當機械手工作在某一中間工步時,若PLC斷電或停止運行,機械手停止在中間工步上。PLC復電或重新投入運行后,由于保持繼電器HR具有狀態斷電保護的功能,因此在重新起動時,中有某一個是斷開的,使得HR000不能置位,機械手只能從停止前被置位的保持繼電器的后續工步繼續動作。
,其作用是:當機械手工作在某一中間工步時,若PLC斷電或停止運行,機械手停止在中間工步上。PLC復電或重新投入運行后,由于保持繼電器HR具有狀態斷電保護的功能,因此在重新起動時,中有某一個是斷開的,使得HR000不能置位,機械手只能從停止前被置位的保持繼電器的后續工步繼續動作。
4.2 程序運行
按下起動按鈕SB1,輸入點0000為ON,則作為互鎖條件的輔助繼電器1000為ON,互鎖指令IL接通,IL與ILC之間的線圈正常工作,“全部輸出禁止”解除。若(抓圖1)常閉觸點都為ON,保持繼電器HR000接通,輸出點0503使上升電磁閥得電,手臂上升。當手臂上升到位時,上升限位開關使輸入點0005閉合,保持繼電器HR001 接通,HR000復位,輸出點0501使左轉電磁閥得電,手臂左轉。......以后每當一步動作到位,限位條件滿足時,狀態轉移,進行下一工步動作。當狀態轉移到HR008為ON時,輸出點0506使放松電磁閥得電,機械手放松,同時定時器TIM00計時。當計時2秒到,狀態又轉移到HR000,程序又重新從第一工步開始循環。
停止時,按下停止按鈕SB2,0001斷開,輔助繼電器1000為OFF,互鎖指令斷開,全部輸出被禁止,但各保持繼電器的狀態是斷電保護的,機械手停在現行的工步上。當重新按起動按鈕時,互鎖指令接通,停止前的輸出被恢復,機械手繼續在停止前某保持繼電器為ON的工步動作。
5 結束語
本文介紹了日本OMRON公司生產的C系列P型小型多功能PLC在機械手步進控制中的設計應用OMRON 說明了機械手的動作原理,設計要求,程序設計方法OMRON 本文介紹的程序已在實際生產中獲得了成功的應用。