
營")
新 求實合作")
")
新")
三菱FX2N-PLC和變頻器在橡膠擠出機上的應(yīng)用
http://m.ydsygx.cn凌控導(dǎo)讀:本文介紹擠出機采用三菱可編程序控制器為核心控制,再結(jié)合變頻閉環(huán)控制,觸摸屏調(diào)試,解決現(xiàn)有的電位器調(diào)速,操作不方便,穩(wěn)定性差、使整個電控系統(tǒng)的控制水平有了很大的提高,反映了當(dāng)今國內(nèi)擠出機電氣控制的發(fā)展方向。三菱的FA產(chǎn)品通過大家多年的使用,性價比好,得到了越來越多客戶的認(rèn)可三菱
1、系統(tǒng)概述
發(fā)達(dá)國家的擠出機已普遍采用現(xiàn)代電子和計算機控制技術(shù),對整個擠出過程的工藝參數(shù)如熔體壓力及溫度、各段機身溫度、主螺桿和喂料螺桿轉(zhuǎn)速、喂料量,各種原料的配比、電機的電流電壓等參數(shù)進(jìn)行在線檢測,并采用微機閉環(huán)控制三菱 有的公司已采用網(wǎng)上遠(yuǎn)程監(jiān)測、診斷和控制,對擠出成型生產(chǎn)線進(jìn)行網(wǎng)絡(luò)控制FX2N-PLC 這對保證工藝條件的穩(wěn)定,提高產(chǎn)品的精度都極為有利FX2N-PLC
隨著擠出機的復(fù)合化,其機械性能必然更為復(fù)雜,與之相匹配的控制系統(tǒng)也隨之復(fù)雜化,控制精度也更高FX2N-PLC 因此,如何設(shè)計出合適的控制系 統(tǒng)才能保證其經(jīng)濟、安全可靠地運行,且不至于在短時間內(nèi)成為淘汰或過渡產(chǎn)品,是我們工程設(shè)計人員所必須考慮的問題變頻器 在多復(fù)合擠出機的控制中,總線技術(shù)、網(wǎng)絡(luò)結(jié)構(gòu)簡單,技術(shù)性能穩(wěn)定,不但大大減少了布線量,便于安裝調(diào)試及維修,而且極大地增強了系統(tǒng)的靈活性與可靠性,在保證系統(tǒng)先進(jìn)性的同時,也取得了良好的社會經(jīng)濟效益變頻器
收縮變形小、尺寸精度高、擠出速度快的精密型擠出機新型螺桿擠出機開發(fā)、復(fù)合共擠技術(shù)的不斷成熟,最近幾年,橡膠工業(yè)飛速發(fā)展,帶動中國橡 膠擠出技術(shù)的迅速提升變頻器 其中子午線輪胎復(fù)合共擠技術(shù)可謂橡膠擠出技術(shù)水平的典型代表。
2、工藝特點
一般根據(jù)所加工聚合物的類型和制品或半成品的形狀,選定擠出機、機頭和口模,以及定型和牽引等相應(yīng)的輔助裝置,然后確定擠出工藝條件如螺桿轉(zhuǎn)速、機頭壓力、物料溫度,以及定型溫度、牽引速度等。在擠出過程中,物料一般都要經(jīng)過塑煉,但定型方法則有所不同。例如,擠出的塑料常需冷卻定型,使其固化,而擠出橡膠的半成品,則尚需進(jìn)一步硫化。采用不同的擠出設(shè)備和工藝,可得到不同的制品。

圖1擠出機設(shè)備
3、控制系統(tǒng)構(gòu)成
擠出機已普遍采用現(xiàn)代電子儀表和PLC控制技術(shù),對整個擠出過程的工藝參數(shù)如熔體壓力及溫度、各段機身溫度、主螺桿和喂料螺桿轉(zhuǎn)速、喂料量,各種原料的配比、電機的電流電壓等參數(shù)進(jìn)行在線檢測,并采用變頻器閉環(huán)控制。采用PLC監(jiān)測、診斷和控制,對擠出成型生產(chǎn)線進(jìn)行自動調(diào)速控制。這對保證工藝條件的穩(wěn)定,提高產(chǎn)品的精度都極為有利。
隨著擠出機的復(fù)合化,其機械性能必然更為復(fù)雜,與之相匹配的控制系統(tǒng)也隨之復(fù)雜化,控制精度也更高。因此,如何設(shè)計出合適的控制系統(tǒng)才能保證其經(jīng)濟、安全可靠地運行,且不至于在短時間內(nèi)成為淘汰或過渡產(chǎn)品,是我們工程設(shè)計人員所必須考慮的問題。
收縮變形小、尺寸精度高、擠出速度快的精密型擠出機新型螺桿擠出機開發(fā)、復(fù)合共擠技術(shù)的不斷成熟,最近幾年,橡膠工業(yè)飛速發(fā)展,帶動中國橡膠擠出技術(shù)的迅速提升。
擠出機控制系統(tǒng)的主要作用,是在擠出過程中實現(xiàn)對螺桿轉(zhuǎn)速、機筒溫度和熔體壓力等工藝參數(shù)的控制。目前,以儀表控制系統(tǒng)、PLC控制系統(tǒng)為主要選擇。兩者的功能分別為:溫度控制中儀表控制系統(tǒng)可以實現(xiàn)開關(guān)兩控制,也可以采用智能儀表實現(xiàn)簡單比率控制,而PLC控制系統(tǒng)可以通過模擬量通信實現(xiàn)PID(比率-積分-微分控制)控制;前者壓力控制顯示熔體壓力,而后者顯示熔體壓力并實現(xiàn)閉環(huán)控制;前者的測試功能只有顯示功能,而后者可以實現(xiàn)測試單元的串口通信。擠出機的控制系統(tǒng)主要由電氣、儀表和執(zhí)行機構(gòu)組成,其主要作用為:
(1)控制主、輔機的拖動電機,滿足工藝要求所需的轉(zhuǎn)速和功率,并保證主、輔機能協(xié)調(diào)地運行。
(2)控制主、輔機的溫度、壓力、流量和制品的質(zhì)量。
(3)實現(xiàn)整個機組的自動控制。
(4)進(jìn)行數(shù)據(jù)的采集和處理,實現(xiàn)閉環(huán)控制。
該擠出機是通過FX2N系列可編程序控制器及GT1045-QSBD 人機界面為中心的電路系統(tǒng)來控制擠出機的全部電機和溫度設(shè)定工作,輸入有自停開關(guān),熱繼電器、傳感器及編碼器等,采用PLC控制各電機的運轉(zhuǎn)速度和工藝參數(shù)。觸摸屏用于設(shè)定和顯示擠出運轉(zhuǎn)速度,壓力,各區(qū)溫度控制,通過PLC將開關(guān)信號等送至變頻器,控制變頻器的啟停。變頻器和電動機等報警信號送至觸摸屏顯示故障類別等。PLC和觸摸屏之間采用235通訊,上述工藝參數(shù)和操作信號通過235通訊送至PLC,經(jīng)數(shù)據(jù)處理分析計算后,由PLC 通過485通訊信號,以控制相應(yīng)變頻器運轉(zhuǎn)速度。
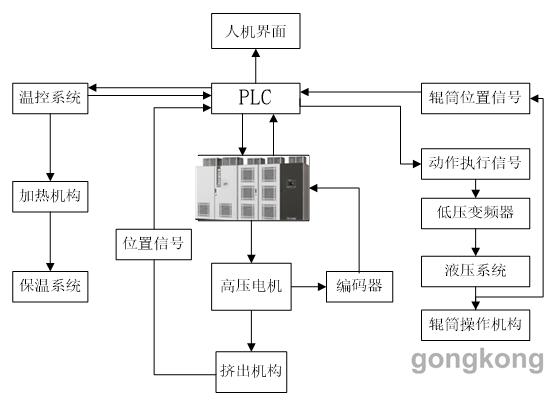
圖2擠出機控制系統(tǒng)流程圖
系統(tǒng)主要電氣元件清單
3.1、變頻器 FR-A740-90K-CHT 1臺
3.2、編碼器 E6B2-CWZ6C/1000 1臺
3.3、FX可編程控制器 FX2N-32MT-001 1臺
3.4、FX通訊卡 FX2N-485-BD 1臺
3.5、觸摸屏 GT1045-QSBD 1臺
4 系統(tǒng)調(diào)試
1臺FX2N可編程控制器和1臺人機界面組成,兩臺GT1045-QSBD人機界面控制電機的調(diào)速控制,溫度,壓力等的工作情況。
FR-E740-90K-CHT有編碼器反饋,精確控制電機的速度,實現(xiàn)閉環(huán)控制電機轉(zhuǎn)速,只要有故障動作就停止工作,同時GT1045-QSBD人機界面跳轉(zhuǎn)到故障顯示畫面,在畫面上可以看到擠出機的相應(yīng)部位的故障原因,故障部分有詳細(xì)的文字說明。人機界面為用戶提供4組畫面,分別為“開機介紹”、“參數(shù)設(shè)定”、“手動調(diào)整”、“運行狀態(tài)”。
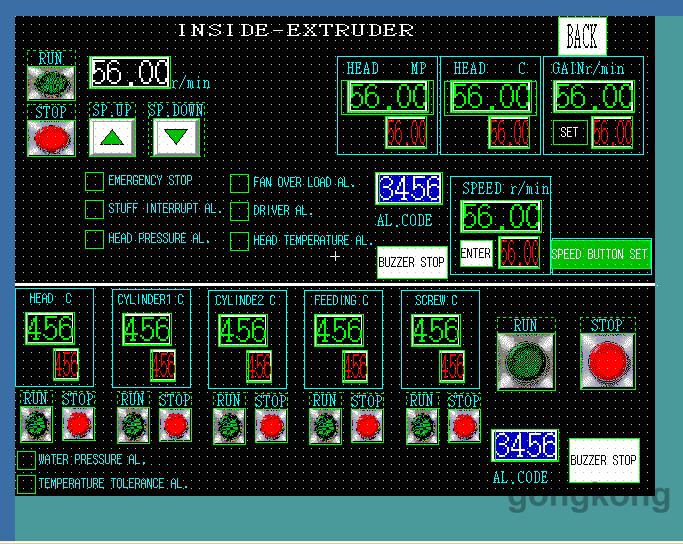
圖3觸摸屏畫面
變頻的速度為可調(diào),通過編碼器的反饋信號控制進(jìn)給變頻的速度。從而實現(xiàn)閉環(huán)控制,達(dá)到速度精確控制。
變頻的速度以及補償速度由用戶通過觸摸屏進(jìn)行輸入,PLC接到觸摸屏輸入的數(shù)據(jù)后,經(jīng)過運算處理,通過通訊模塊傳送給變頻器。溫度控制是通過儀表控制,PLC通過和儀表進(jìn)行485通訊,在觸摸屏可以看到溫度,設(shè)定溫度.
4.2.2變頻調(diào)速系統(tǒng)的運行
(1)變頻器的運行頻率,在觸摸屏上設(shè)置,通過通訊方式傳輸給PLC,再通過通訊模塊傳送給變頻器。
(2)變頻器的啟動、停止、速度切換等指令,由操作人員在工業(yè)式觸摸屏上發(fā)出,并由PLC的輸出端將此開關(guān)量信號傳送到變頻器的對應(yīng)輸入端。
(3)變頻器接到以上指令后,按指令要求開始運行。在運行中,與電機同軸連接的編碼器將實際檢測到的脈沖反饋給PLC,由PLC進(jìn)行運算處理。
(4)變頻如發(fā)生故障報警,其開集電極輸出點將信號送至PLC輸入點。變頻系統(tǒng)立即停止運行,且觸摸屏立即顯示出故障類別及排除方法,其響應(yīng)速度甚快。
4.2.3變頻參數(shù)部分設(shè)置
參數(shù)號
名稱
工廠設(shè)定值
當(dāng)前值
71
適用電機
0
13
340
通訊啟動模式選擇
0
1
77
參數(shù)寫入選擇
0
2
79
運行模式選擇
0
2
80
電機容量
9999
90KW
81
電機極數(shù)
9999
6
96
自動調(diào)諧設(shè)定、狀態(tài)
0
1
PLC、人機界面和變頻器都正常工作后,編制PLC程序進(jìn)行系統(tǒng)聯(lián)調(diào),PLC系統(tǒng)通過GX-Developer軟件在計算機上進(jìn)行編程,圖4是程序設(shè)計部分梯形圖略:

圖4擠出機程序通訊部分
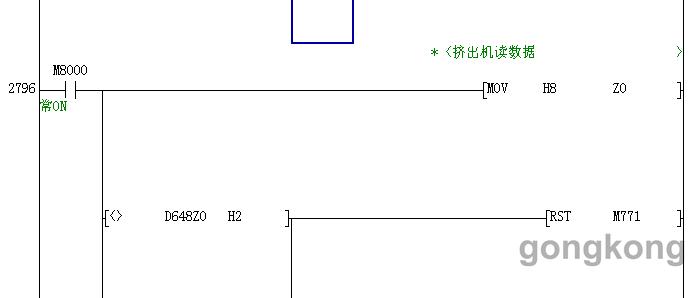
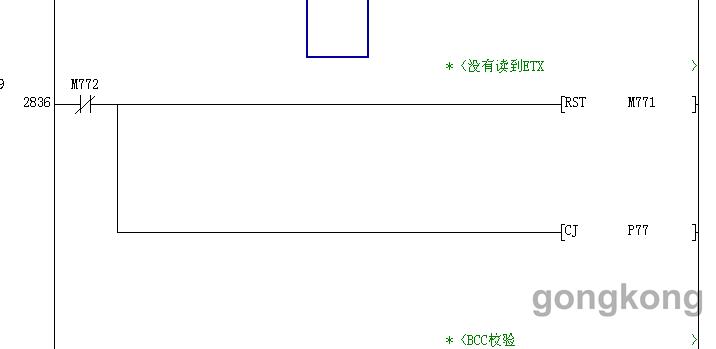
圖5擠出機程序通訊部分
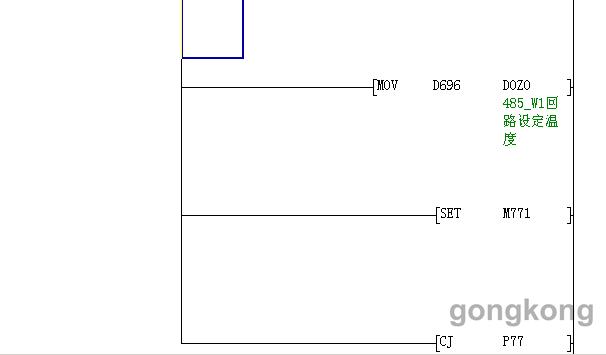
圖6擠出機程序通訊部分
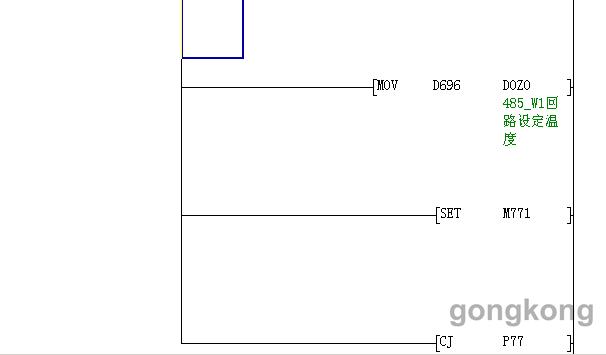
圖7擠出機程序通訊部分
在調(diào)試過程中,會遇到很多問題,而且很多問題不太好處理,需要按部就班,一步一步來,如果出現(xiàn)報警,則查看相關(guān)書籍。
5、系統(tǒng)優(yōu)點
5.1、該擠出機采用PLC和人機界面來組成的整個控制系統(tǒng),大大提高了擠出機生產(chǎn)穩(wěn)定可靠性,不易受干擾,故障率低;
5.2、操作更加方便,對于速度控制更加精確,調(diào)整方便;
5.3、提高了擠出機效率、簡化操作、減低消耗、減輕勞動強度。
6、總結(jié)
該擠出機采用三菱可編程序控制器為核心控制,再結(jié)合變頻閉環(huán)控制,觸摸屏調(diào)試,解決現(xiàn)有的電位器調(diào)速,操作不方便,穩(wěn)定性差、使整個電控系統(tǒng)的控制水平有了很大的提高,反映了當(dāng)今國內(nèi)擠出機電氣控制的發(fā)展方向。三菱的FA產(chǎn)品通過大家多年的使用,性價比好,得到了越來越多客戶的認(rèn)可。
參考文獻(xiàn):
(1)三菱通用變頻器FR-E700使用手冊(應(yīng)用篇)
(2)FX2N系列微型可編程控制器編程指令(基本應(yīng)用指令說明書)
(3)GT-Designer2 畫面設(shè)計手冊