
營")
新 求實合作")
")
新")
Pro-face GP在印刷行業(yè)的應(yīng)用
http://m.ydsygx.cn凌控導(dǎo)讀:Pro-face GP在印刷行業(yè)的應(yīng)用,經(jīng)過調(diào)試,整個系統(tǒng)以符合客戶的要求。雖然在這個例子中只用到GP的很小一部分功能,其它的大部分功能是在plc里實現(xiàn)的。但是可見觸摸屏在這個領(lǐng)域能能夠得到更好的運用。
現(xiàn)在GP在各個行業(yè)的運用越來越廣泛,以下就是一個GP在印刷行業(yè)中的一個運用Pro-face 這是一臺燙金設(shè)備Pro-face
設(shè)計要求:為配合走紙機(jī)燙金,共有5軸精確定位系統(tǒng),其中3軸縱軸,2軸橫軸,要求精確定位,每走950mm要求誤差不超過5mm;4軸要求恒轉(zhuǎn)矩運行;12路溫度控制,要求溫度精確控制在1℃以內(nèi)印刷行業(yè)
我們在設(shè)計本系統(tǒng)中力求做到最先進(jìn),最快速,力求做到最好印刷行業(yè) 在經(jīng)過研究,考慮過各種方案,我們決定采取以下方案:
1. GP
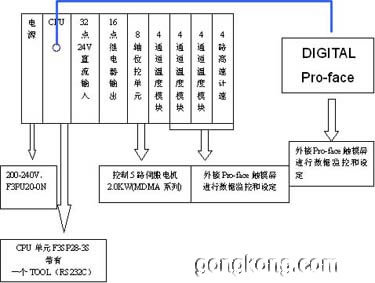
采用Pro-face觸摸屏,GP2500-TC42-24V,主要性能:10.4英寸TFT彩色顯示,640*480,256色,4MB FEPROM,256KB SRAM, 以太網(wǎng), 擴(kuò)張SIO, CF卡印刷行業(yè)
2. PLC
橫河:
CPU: F3SP28-3S
編程方法:采用IEC1131-3語言中4種方式(梯形圖、指令清單、功能模塊圖、順序功能流程圖)
控制方法:順序控制燙金
程序容量:標(biāo)準(zhǔn)20K步(標(biāo)準(zhǔn))或32K步燙金
基本指令:順序指令處理速度為0.12微秒燙金
高級指令:傳輸指令處理速度為0.045 to 01.8us。
程序存儲方式:RAM或EPROM。
智能高效的指令:浮點運算功能、通信用字符串功能、PID控制指令等。
電源單元:F3PU20-0N
輸入額定電壓:交流 100-240伏。
適用于9—16槽基板.
輸入單元:32點24V直流輸入型F3XD32-3F (一塊)。
連接型---擴(kuò)展連接和連接器必須分別采購。
輸出單元:16點2A ,100—240VAC \ 24VDC繼電器輸出型F3YC16-
0N。
位控單元:8軸控制F3Y18-0N 8軸 499.75Kpps適用于脈沖電機(jī),
3.998Mpps適用于伺服電機(jī)。
連接型----擴(kuò)展連接和連接器必須分別采購。
溫度控制單元
輸入: F3CT04-1N(4通道熱電偶輸入,0.5秒掃描周期,4-20mA
連續(xù)PID控制)
熱電偶方式:K型-200至+1000攝氏度(0.1攝氏度)。
輸出:
輸出信號范圍:電壓——+/-10伏(K-2048至2047)
分辨率:1/4096
轉(zhuǎn)換速度:500微秒/通道(轉(zhuǎn)換周期:1次/2毫秒)。
總精確度:+/-1.0%F.S.(0至今5攝氏度)。
絕緣方式:模擬量輸入端和FP2內(nèi)部電路之間采用光偶絕緣方式。模擬輸入端和模擬輸出端之間采用直流/直流轉(zhuǎn)換器絕緣。
模擬輸出:使用共享存儲器設(shè)定保持/不保
3.伺服驅(qū)動系統(tǒng)
我們采用性價比較好的松下交流伺服A系統(tǒng)(電機(jī)MDMA202、驅(qū)動器MDDA203)為2.0KW的中慣量驅(qū)動系統(tǒng),考慮到加工的精度問題,我們可放寬到2.5KW。
以下為松下的技術(shù)特點(僅供參考):
A系列特征:
1.采用松下公司獨特算法,使速度頻率響應(yīng)提高2倍,達(dá)到500HZ;
定位超調(diào)整定時間縮短為以往產(chǎn)品的1/4。
2.具有共振抑制和控制功能:可函蓋機(jī)械的剛性不足,從而實現(xiàn)高
速定位。
3.具有全閉環(huán)控制功能:通過外接高精度的光柵尺,構(gòu)成全閉環(huán)控
制,進(jìn)一步提高系統(tǒng)精度。
4.具有一系列方便使用的功能:
(1)內(nèi)藏頻率解析功能(FFT),從而可檢測出機(jī)械的共振點,便
于系統(tǒng)調(diào)整。
(2)有兩種自動增益調(diào)整方式:常規(guī)自動增益調(diào)整和實時自動增
益調(diào)整。
個軸。
5.電機(jī)防護(hù)等級達(dá)IP65,環(huán)境適應(yīng)性強(qiáng)。
6.電機(jī)可配用多種編碼器,適應(yīng)各種用戶需要:
(1)普通型:2500p/r增量式編碼器。
(2)高精度型:17位型(217)增量式編碼器
(3)特殊型217位型(217)絕對式編碼器。
伺服驅(qū)動器保護(hù)功能列表:
控制電源欠壓保護(hù):瞬時停電或電源容量不足引起的電壓低下。
過壓保護(hù):由于再生引起的轉(zhuǎn)化器電壓超過400VDC。
過流保護(hù):變換器的輸出電流過大。
過熱保護(hù):驅(qū)動器內(nèi)部的功率元件異常發(fā)熱。
過載保護(hù):驅(qū)動起的電流長時間超過額定電流。
再生過載保護(hù):在生能量超過了再生放電電阻的容量。
過速保護(hù):電機(jī)速度超出參數(shù)設(shè)置的上限。
位置偏差過大保護(hù):位置偏差脈沖數(shù)超出參數(shù)設(shè)置值。
偏差計數(shù)器溢出保護(hù):位置偏差脈沖量設(shè)置超過2的27次方
(134217728)。
絕對位置系統(tǒng)失電:編碼器電源故障。
溫度控制部分方案
客戶要求: 可測量溫度范圍0----200度, 精度要達(dá) +/-1 度
電阻Pt.100/熱電偶+PLC溫度模塊(模擬量輸出+固態(tài)繼電器):
采用pid調(diào)節(jié)控制方式,精度可達(dá)+/-0.5。
整個方案就是這樣定形之后,開始編寫程序,使用觸摸屏。
一、觸摸屏畫面:(僅供參考)
第一幅畫面 開機(jī)畫面,上面是一幅圖片,下面4個按鈕進(jìn)行換面切換,切換到不同畫面,進(jìn)行不同的操作。

第一部分
第二幅運行設(shè)定畫面:

上面軸1-5是手動動作,按住不動,該軸以比較小的速度進(jìn)行微調(diào)。“自動運行無效”按鈕按下去變成:“自動運行有效” ,此時,當(dāng)走紙機(jī)給個燙金信號是,各個軸將按步長設(shè)定各走各自的步長。如果是“自動運行無效” ,無論有沒有信號,各個軸部不動作。
第三幅畫面:步長設(shè)定畫面。
設(shè)定各個軸個的走法和步長。
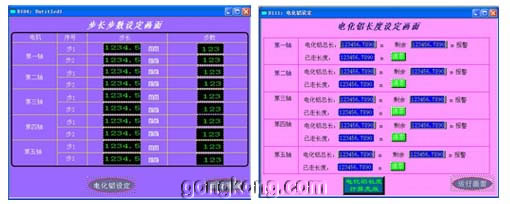
第四幅畫面:電化鋁設(shè)定:
設(shè)定電化鋁總長,剩余多少報警,顯示已走的長度。
還有個“電化鋁長度計算無效/有效”按鈕。
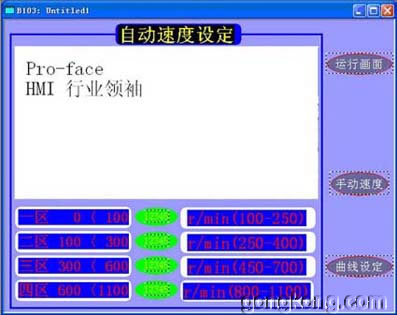
第五幅:自動速度設(shè)定:
根據(jù)不同的步長,設(shè)定不同的速度:
第六幅:手動速度設(shè)定:
在第二幅畫面中,手動調(diào)整1-5軸的速度就是通過這個畫面來進(jìn)行設(shè)定的。
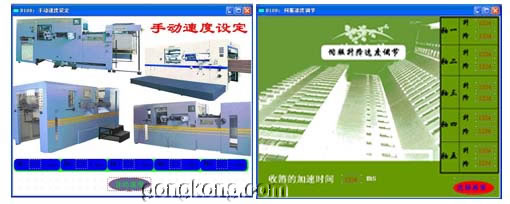 第七幅畫面:伺服電機(jī)的加減速時間設(shè)定
第七幅畫面:伺服電機(jī)的加減速時間設(shè)定
第二部分
第八幅:加熱畫面:
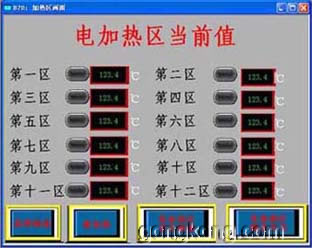
上面試12區(qū)的各個區(qū)的溫度,前面是加熱指示燈。
下面4個按鈕切換到各個不同畫面:
夜加熱:設(shè)定時間,時間到了就開始預(yù)熱。
電加熱區(qū)設(shè)定畫面:設(shè)定那一區(qū)的控制溫度畫面。
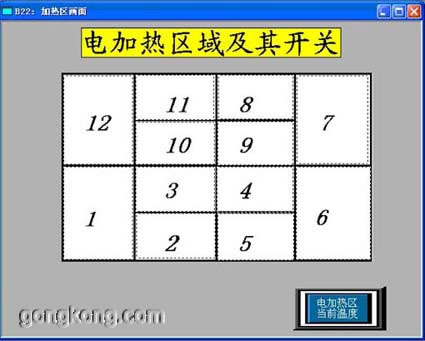
電加熱區(qū)域及開關(guān):設(shè)定溫度加熱開關(guān)。
第九幅:夜加熱:
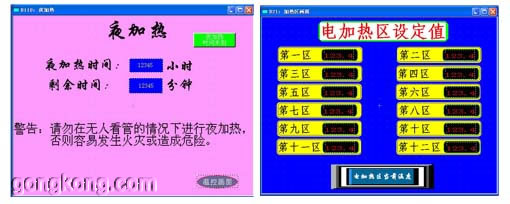
第十幅:電加熱區(qū)設(shè)定
第十一幅 :電加熱區(qū)域及開關(guān)
第三部分:報警
第十二幅,報警畫面。
提示報警和提示電化鋁用完報警。旁邊的是伺服報警清除。

二、PLC程序設(shè)計:
橫河的PLC主要特點是:速度快。溫度控制簡單方便。
第一部分:溫度控制:
橫河有一塊模塊專門用來控制溫度的:F3CU04-1N,4路溫度輸入,8路模擬量(開關(guān)量,可自由切換)輸出。通過橫河的toolbox軟件只要將輸入的方式,控制方式,輸出方式寫到模塊里面(自帶cpu),做一次自整定之后,然后通過plc對模塊的地址進(jìn)行讀寫,就可以很簡單讀溫度,設(shè)定控制溫度,加熱/不加熱。通過實踐;該模塊可以將溫度控制在+/-0.5℃。
第二部分:伺服控制:
通過八軸的溫控模塊:F3YP18-0N,最高頻率:3.998Mpps。由于模塊的精度和伺服的精度都比較高,所以通過對模塊的操作,設(shè)定,能夠比較精確的控制伺服電機(jī)的運行與停止,能夠達(dá)到客戶的要求。
經(jīng)過調(diào)試,整個系統(tǒng)以符合客戶的要求。雖然在這個例子中只用到GP的很小一部分功能,其它的大部分功能是在plc里實現(xiàn)的。但是可見觸摸屏在這個領(lǐng)域能能夠得到更好的運用。